你知道光伏包装材料吗?太阳的光线出现在生活的每个地方,人们的生活与太阳密不可分。太阳能不仅为植物生长提供了光源,而且还为人类提供了能量。
如今,光伏发电非常有用。太阳能被大量使用。
封装材料的功能是将太阳能电池,铜锡焊带,底板和光伏玻璃粘合在一起,它们是光伏模块的关键组件[12]。包装材料主要包括两组分硅胶,聚乙烯醇缩丁醛树脂(PVB),乙烯-乙酸乙烯酯聚合物(EVA)薄膜等[14]。
目前,使用最广泛的光伏行业是33%的醋酸乙烯酯EVA膜,该膜已在该行业中使用了20多年。随着每年全球光伏装置的不断增加,即使考虑到薄膜单位消耗的不断减少,组件制造商对薄膜的需求也会增加。
我们预计2019年至2021年全球对EVA薄膜的需求量将分别达到13.2、14.4和16.1亿平方米。作为高分子材料,EVA在强紫外线辐射下容易发生脱乙烯反应,并生成乙酸和烯烃。
不仅EVA的分解速率与紫外线强度成正比,而且乙酸量的增加也将加速EVA的老化速率[12]。光伏模块的碳带,背板和电极也会被乙酸腐蚀。
脱乙烯反应引起EVA膜的颜色变化,这使光伏组件逐渐从无色透明变为黄色甚至黑褐色,从而影响了组件的透光率。组件的转换效率和使用寿命大大降低。
薄膜的生产工艺比较成熟,行业竞争比较充分。国内替代逐步完成,当前行业结构稳定,稳固了福斯特的领导地位。
EVA薄膜在生产中有很强的技术壁垒。它在配方,改性技术,生产技术和关键生产设备方面非常专业,并且对产品的透光率,收缩率和耐老化性有严格的要求。
要确保产品质量,需要进行多年的探索和不断改进。当聚合物的机械性能在低温下发生形态突变时,玻璃化转变温度Tg和脆性温度Tb是相应的温度[16]。
其中,玻璃化转变温度与EVA膜的低温性能直接相关。在玻璃化转变温度以下,EVA膜呈玻璃状并表现出一定程度的脆性[17]。
一些实验数据表明,EVA薄膜的玻璃化转变温度为0-10℃[18]。当温度低于0℃时,EVA膜逐渐失去其弹性并进入刚性状态。
EVA膜的脆性温度为-30至-50℃。当温度降至脆性温度以下时,EVA膜会表现出脆性,少量的外力和小的变形将导致其损坏[19]。
作为包装的关键材料,粘合膜的主要功能是保护太阳能电池,并将电池,盖板和背板材料集成为一个整体。 EVA封装膜是一种热固性材料。
在封装层压过程中,在一定温度和压力下会发生化学交联反应,以实现良好的附着力。交联剂通常使用过氧化二枯基(DCP),DCP需要在140至160℃的高温条件下工作。
此时,由于部件之间的线性膨胀系数的差异,将产生一部分内部应力。在模块的温度降至室温后,由于模块的导热系数不同,会产生一部分内部应力,而这两部分内部应力的累积最终会导致分层,模块之间起泡,起皱等现象,减少了太阳能电池使用的寿命。
因此,选择合适的添加剂以尽可能降低EVA胶膜的封装层合温度,避免由此引起的产品缺陷,延长太阳能电池组件的使用寿命已成为研究人员迫切需要解决的问题之一。此时,EVA膜仅具有机械抗冲击性。
一旦受到诸如强风压,冰雹或运输之类的外力的影响,它很容易破裂,并且太阳能电池被封装在
-
整合式 IF 开关矩阵 (包含增益与控制功能)
-
PCIe 数据包交换器
-
PCIe 数据包交换器/桥接器
-
 贴装35W无感电阻
贴装35W无感电阻
-
 PTTC聚鼎PMV0402-330E3R0
PTTC聚鼎PMV0402-330E3R0
-
 40-300V N MOS
40-300V N MOS
-
 功率电阻 (STR35 TO263 35W)
功率电阻 (STR35 TO263 35W)
-
 WAN1003F039M03
WAN1003F039M03
-
 高可靠性微波电容
高可靠性微波电容
-
 微型封装晶振|大封装晶振
微型封装晶振|大封装晶振
-
 KAMAYA釜屋HFC32一般型高压贴片保险丝
KAMAYA釜屋HFC32一般型高压贴片保险丝
-
 CLM3820 30A
CLM3820 30A
-
 CLM2213 30A
CLM2213 30A
-
 光颉TR30 30W大功率精密无感电阻
光颉TR30 30W大功率精密无感电阻
-
 光颉TR35 35W大功率精密无感电阻
光颉TR35 35W大功率精密无感电阻
-
 光颉STR35 35W贴片大功率精密无感电阻
光颉STR35 35W贴片大功率精密无感电阻
-
 Chip SMD-3.2X3.6mm LED灯珠
Chip SMD-3.2X3.6mm LED灯珠
-
 PLCC封装贴片LED SMD-3.5X2.8mm
PLCC封装贴片LED SMD-3.5X2.8mm
-
 功率电阻 (TR35 TO-220 35W)
功率电阻 (TR35 TO-220 35W)
-
N沟道MOS管31V至99V
-
P沟道MOS管31V至99V
公司: 深圳市捷比信实业有限公司
电话: 0755-29796190
邮箱: momo@jepsun.com
产品经理: 李经理
QQ: 2215069954
地址: 深圳市宝安区翻身路富源大厦1栋7楼

更多资讯
获取最新公司新闻和行业资料。
- 超级电容的原材料聚丙烯薄膜和聚酯薄膜 聚酯膜电容又称为CL电容,聚丙烯膜电容又称为CBB电容,两种单从型号上是很好区分的,一般聚酯膜电容都是以CL开头,而聚丙烯膜电容以CBB开头。两者都具有自愈性与无感特性。两者的主要区别如下:1. 在高频条件下,CBB电容的...
- QA-/3 隔离开关熔断器组(上海人民):一种高效可靠的低压配电解决方案 QA-/3 隔离开关熔断器组是由上海人民电器厂生产的一种集开关与保护功能于一体的电器设备。这种装置广泛应用于低压配电系统中,作为线路及电气设备的不频繁接通和分断操作,并在过载或短路时通过熔断器进行保护。QA-/3 隔...
- KROM霍科德DG6U-3及DG50U-3压力开关:精密可靠的工业应用选择 KROM霍科德是一家在燃烧技术领域享有盛誉的公司,其提供的产品广泛应用于工业生产过程中。其中,DG6U-3和DG50U-3两款压力开关是该公司的代表性产品之一。这两种型号的压力开关设计精良,能够精确监测和控制气体或液体的压力...
- 3-Phase Gate Drivers 3相栅极驱动器技术详解 在电力电子系统中,3相栅极驱动器是实现高效电机控制的关键组件之一。3相栅极驱动器主要用于控制三相电机中的功率开关器件(如IGBT或MOSFET),通过精确地控制这些开关器件的导通与关断时间,可以有效提高电机运行效率、...
- 系列压力开关:原包装保障品质与性能 系列压力开关是一种重要的工业设备,通常用于监测和控制各种流体系统中的压力水平。这些开关在出厂时都采用原包装,以确保产品的完整性和性能。原包装不仅能够保护产品免受运输过程中的物理损坏,还能防止环境因素如...
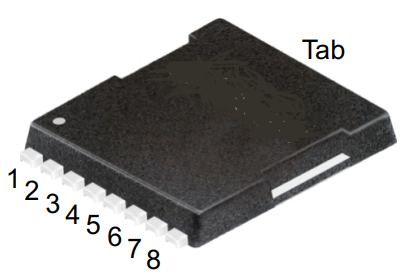
- TOLL封装是一种表面贴装型封装 TOLL封装是一种表面贴装型封装,所需空间比常见的D2PAK封装小27%。它也属于4引脚型封装,能够对栅极驱动的信号源端子进行开尔文连接,从而减小封装中源电阻。 TOLL封装的MOSFET由于其封装形式具有小体积、低封装电阻、低寄生...
- TOLL封装是一种表面贴装型封装 TOLL封装是一种表面贴装型封装,所需空间比常见的D2PAK封装小27%。它也属于4引脚型封装,能够对栅极驱动的信号源端子进行开尔文连接,从而减小封装中源极线的电感,进而发挥MOSFET高速开关性能。TOLL封装的优点是体积小,可靠...
- 上海施耐德GL-630A/3负荷隔离开关:高效可靠的电力分配解决方案 上海施耐德电气提供的GL-630A/3型负荷隔离开关是一款高性能的电气设备,主要用于工业和商业配电系统中的隔离与保护。这款隔离开关的最大额定电流为630A,具备三极设计,能够在确保安全的同时提供高效的电力分配。它采用了...
- PLCC封装贴片LED SMD 3.0X2.0mm参数及应用详解 在现代电子设备中,LED的应用越来越广泛,尤其是贴片式LED因其小型化、高效能的特点受到青睐。其中,SMD 3.0X2.0mm规格的PLCC封装贴片LED凭借其优秀的性能和紧凑的设计,在众多领域得到了广泛应用。本文将详细介绍这种LED的具...
- 薄膜电容器及其薄膜材料 薄膜电容器及其原材料薄膜电容(Film Capacitor)器又称塑料薄膜电容(Plastic Film Capacitor)。其以塑料薄膜为电介质。 简介: 电容器依着介质的不同,它的种类很多,例如:电解质电容、纸质电容、 薄膜电容、陶瓷电容、云母电容、空...
- 厂家直销全新61F-D21T-V1欧母龙液位开关 现货供应 包装齐全 我们提供全新的欧母龙61F-D21T-V1型液位开关,该产品为厂家直销,确保了产品的质量和性价比。此款液位开关内外包装齐全,保证了产品的完整性和品质,适合各种需要精确控制液体高度的应用场景。作为现货供应的产品,可以快...
- 五向开关DC12(V)0.05(A):应用与技术参数 五向开关DC12(V)0.05(A)是一种电子元件,它在电路设计和设备控制中发挥着重要作用。这种开关通常用于需要控制多个方向或功能的应用场景,例如遥控器、游戏控制器或是小型电子设备的导航按钮等。五向开关能够提供上、...
- 保险丝常用低熔点材料制成下列哪些材料可以制成保险丝 保险丝是一种电路保护装置,用于在电流过大时熔断电路,以保护电路中的其他元件。保险丝通常由低熔点材料制成,这样在电流过大时,保险丝会迅速熔断,断开电路,从而保护电路中的其他元件。常用的低熔点材料包括铅、...
- 厚膜电阻材料主要由哪些? 厚膜是指通过印刷和烧结技术在基板上形成的厚度为几微米到几十微米的薄膜。用来制作这种薄膜的材料称为厚膜材料。厚膜材料是由一个或多个固体颗粒(0.2~10μm)均匀悬浮在载体中形成的涂层或浆液。为了便于印刷和成型,...
- 合金材料简析 从金属冶炼开始,在拉丝、拉伸强度试验、拉伸和硬度试验等一系列生产过程中,合金材料的物理、化学和电学性能都是由我们世界领先的测量和分析设备(发光光谱仪、雷姆光谱仪、EDX光谱仪、激光测微仪等)测量的。),且这些...
- 金属化聚酯薄膜电容特性和功能 金属化聚酯薄膜电容器的特性和功能金属化聚酯薄膜电容器,即CL电容器,常用作CL21、CL21X、校正电容器(CL71/CL23B)和CL11聚酯电容器。CL21基本上被使用越来越少的CBB22电容器所取代。然而,CL21X电容器、CL11聚酯电容器和校...
- 原装行货霍尼韦尔SZL-WLC-A行程开关:高性能与可靠性的结合 原装行货霍尼韦尔SZL-WLC-A行程开关是一种高品质的控制设备,广泛应用于各种工业自动化领域。该行程开关具有高精度、耐用性强的特点,能够满足在恶劣环境下的工作需求。其设计紧凑,安装简便,适用于多种机械装置的位置...
- SMD 3.2x1.6mm芯片参数及应用领域 在现代电子技术快速发展的背景下,SMD(Surface Mount Device)贴片元件因其体积小、重量轻、便于自动化生产等优点,在电子产品中得到了广泛应用。其中,SMD 3.2x1.6mm规格的芯片作为一种常见的贴片元件,广泛应用于各类消费电子...
- PCIe数据包交换器在高性能计算中的应用与优势 在现代高性能计算(HPC)领域,PCIe数据包交换器扮演着至关重要的角色。它是一种专门设计用于连接多个高速设备和处理器的互连解决方案,能够显著提升系统的整体性能和效率。相较于传统的PCIe架构,PCIe数据包交换器通过提...
- GGL-200/3负荷隔离开关:性能与应用 GGL型低压配电柜是一种广泛应用于电力系统的设备,其中的负荷隔离开关是其关键部件之一。以GL-200/3型号的负荷隔离开关为例,它主要用于额定电压为400V及以下的电力系统中,作为接通、承载和分断正常条件下电路中的电流之...